E1RL-F2-L-0-0 热轧带钢比色红外线测温仪

在轧钢过程中,钢坯的轧制温度是关键的工艺参数,钢坯温度控制的好坏,将直接影响产品的质量。在轧钢工艺中,钢坯温度传统的控制方法是用热电偶测量加热炉内温度的办法间接控制。由于热电偶测得的是炉内腔体的温度,而不是钢坯的真实温度,加上炉内状况的变化,其内部的温度分布也存在着一定的离散性,故热电偶测得的温度并不能代表每一根钢坯的实际温度,而钢坯一出炉,温度就通常用肉眼根据其发红的颜色来估计,无法定量地检测出每根钢坯的实际温度。我们根据轧钢的工艺特点,在E1RL系列红外测温仪上,专门增设了轧钢测量功能,不但能较正确地测量出每根钢坯的实际温度,还可以对钢坯的根数进行计数。其使用方法如下:
将红外测温探头固定安装在轧机的入口或出口附近,并通过瞄准器对准钢坯的运动轨迹,使其能扫瞄每一根钢坯。当每根钢坯经过红外探头时,仪表将自动对钢坯的表面温度进行快速测量(每10毫秒采集一个数据),再经信号处理系统进行处理,整理出最高温度数据作为该根钢坯的实际温度,从而有效地减小钢坯表面氧化皮的影响。在每根钢坯离开时,上排显示窗显示并保持温度值,在下根钢坯到来时清零。下排显示窗显示计数根数(计数范围0-9999根)。该仪表联接打印机,即可打印出每根钢坯的温度值、根数序号和时间。该仪表还带有上、下限温度报警信号输出和数字通讯接口,可以联接计算机或大屏幕显示仪。使用红外测温仪可以为工艺管理提供有效的依据,为提高产品质量创造条件。
在线式比色红外线测温仪采用比色测温原理直接测量目标的真实温度而基本不受材料辐射率的影响,抗烟雾、水蒸气和灰尘能力强。具有多种测温方式,并且带有温度显示和信号输出,既适合于测量,又适合于闭环控
产品介绍E1L2 红外测温仪的性能简介
●自带OLED显示屏,中英文双菜单自由转换,界面清晰美观,简单易用;
●可对坡度参数进行修正,用于补偿因各种干扰所造成的测量误差;
●独有的坡度温度修正参数锁定功能,只需一次修正即可校准坡度系数:
●同轴激光瞄准,精确指示被测目标;
●可自由设定滤波系数,以适应不同现场的测温要求;
●多种输出模式:标准输出4~20mA(特殊定制0~20mA)电流信号,Modbus RTU、485 通讯;
●电路和软件均采用强抗干扰滤波措施,使输出信号更稳定;
●电路输入和输出部分加装保护电路,使系统工作更加稳定、可靠、安全;
●在一个多点网络中可支持多达20个测温探头;
●Windows下多机组网软件,可远程设置参数,读取、记录数据,显示波形。
E1L2红外测温仪技术参数
测温范围:1000~2500℃
测量误差:±0.5%
测量距离:0.2~5m
最小测量直径:1.5mm
分 辨 率:1℃
响应速度:20ms;
模拟输出:标准输出4~20mA (特殊定制0~20mA)电流信号
数字输出:RS485(Modbus RTU 通讯协议)
工作电源:12V~24V DC±20%,功率≤1.5W
环境温度:-10℃~55℃
相对湿度:10%~85%无冷凝
外观尺寸:φ58mm*180mm
瞄准方式:同轴激光瞄准
E1L2 在线式比色红外线测温仪价格,采用比色测温原理直接测量目标的真实温度而基本不受材料辐射率的影响,抗烟雾、水蒸气和灰尘能力强。具有多种测温方式,并且带有温度显示和信号输出,既适合于测量,又适合于闭环控制。仪器测温不受窗口玻璃影响(有色玻璃除外)。也不受距离系数限制。红外测温仪具有密封性好,防水、防尘,结实耐用,灵活、精确、抗干扰强、设备尺寸小、智能化、速度快等特性。适于环境条件恶劣的工业现场中使用
比色红外测温仪具有如下优点
●双色比值技术摆脱了对绝对能量测量的依赖,可进行更高精度、重复性的温度测量。
●双色比值技术降低或消除了大部分环境对其的影响,比如脏透镜、脏窗口等。
●双色比值技术其原理决定了所测温度为目标温度最大值,更接近目标温度实际值。
●未知发射率情况下,双色比值技术有绝对测温优势。
典型应用
●多晶硅生产
多晶硅生产开始时半导体硅芯在还原炉中被高电压瞬间击穿,通过硅芯的电流使硅芯达到工艺要求的1080℃,而且此工艺温度在硅芯由φ7mm~φ180mm生长的过程中必须一直保持恒定。但随着硅棒的直径不断增加,其相应阻抗会不断减小,电流对硅棒的加热能力因而降低。要维持1080℃的恒定硅棒温度,只能相应不断增大工作电流(电流将由开始时的30A增大到结束时的2800A)。如此大动态范围电流的变化,对生产设备及操作人员都提出了相当高的要求。另外,硅棒在达到1420℃时将熔化,所以精确测量多晶硅的温度至关重要。
测量难点:
(1)开始生产时的硅芯直径只有φ7mm,目标太小。
(2)红外测温仪测量硅棒的温度时,必须将设备安装于还原炉外部,透过密封石英窗口瞄准炉内目标。视窗污染对透过率产生的影响而导致实际测量误差。
(3)双层石英玻璃对红外信号衰减较大。
E1L2 比色测温仪优势:
(1)采用比色测温原理直接测量目标的真实温度而基本不受材料辐射率的影响,无需进行发射率的补偿。
(2)目视瞄准,可直接看到目标。
(2)对窗口轻微污染不敏感。
(3)摆脱了对红外绝对能量的依赖,对信号衰减不敏感。
●真空烧结炉
真空烧结炉是在真空环境中对被加热物品进行保护性烧结的炉子,其加热方式比较多,如电阻加热、感应加热、微波加热等。真空烧结是在真空或保护气氛条件下,加热硬质合金刀头及各种金属粉末压制体实现烧结,生产中物质挥发,水汽等对光路和窗口都会造成污染。
E1L2 比色测温仪优势:
(1)测温不受光路污染影响。
(2)对窗口污染不敏感。
●盐浴炉
盐浴炉是用熔融盐液作为加热介质、将工件浸入盐液内加热的工业炉(能过金属电极在盐液中加热)。根据炉子的工作温度,通常选用氯化钠、氯化钾、氯化钡、氰化钠、氰化钾、硝酸钠、硝酸钾等盐类作为加热介质。盐浴炉的加热速度快,温度均匀。工件始终处于盐液内加热,工件出炉时表面又附有一层盐膜,所以能防止工件表面氧化和脱碳。加热时有一定的烟雾,对人体有害,应加排烟设备。对仪器透镜有污染。
E1L2比色测温仪优势:
(1)测温不受烟雾污染的影响。
(2)测温仪透镜轻微污染不影响测温。
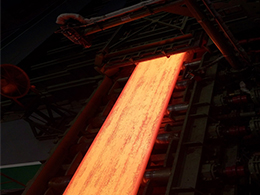
●热轧
在热轧过程中,钢坯在加热炉内被加热,以便软化后轧制。如果金属温度太低,在其后的轧制过程中将因太硬而产生表面裂缝,同时也会使轧制设备受到损坏。而如果金属温度太高,在轧制过程中将出现表面破裂、熔化或瑕疵。如果金属受热不均匀,钢材将出现不规则变形,导致产品质量低劣,甚至废品。然而钢坯测温时有氧化皮、水汽等影响。其中氧化皮发射率高,钢坯发方射率低。
E1L2比色测温仪优势:
(1)无氧化皮带来的发射率影响。
(2)测温仪透镜轻微污染不影响测温。
●当带钢被轧制成最终形状后,用喷水淬火的方式来使产品达到需要的晶体结构和机械特性。如果金属冷却速度快,金属的晶体结构更细、硬度较高。如果冷却速度慢,金属会相对柔软且易弯曲。对某些钢种,如双相钢,需要将薄板冷却至一个较低的温度,有时需要快速冷却,保证硬度。在这种情况下,冷却过程中的测温非常重要,因为它是产品是否能够达到合格特性的重要条件。自然地,在淬火过程中测量带钢温度,水和浓的蒸汽是一个相当严重的干扰。在此情况下,所选择的传感器必须能够穿过蒸汽和水来测量,但是能够穿过水层测量的传感器是不存在的。因此需要在积水并不持续存在的情况下进行测量。
E1L2比色红外测温仪优势:
(1)无氧化皮带来的发射率影响。
(2)测温技术消除了大部分水汽的影响。
(3)红外测温仪透镜轻微污染不影响测温。

关键词:轧线棒材钢坯双色测温仪 金属注射成型烧结炉红外测温仪 真空氢气炉红外测温仪
真空热压炉红外测温仪 核管退火炉红外测温仪 晶体材料红外测温仪 晶圆高温处理炉红外线测温仪
氮化硅气压炉红外测温仪 真空淬火炉高温计 碳化钨气压炉红外测温仪 CVD 化学气相沉积炉高温计
石墨纯化红外测温仪 旋转粉末烧结炉红外测温仪 真空感应熔铸炉红外测温仪 热风炉拱顶红外双色测温装置